Машинний шов з відкритим зрізом. види швів
 Live Journal
Live Journal Facebook
Facebook Twitter
TwitterКрайові шви застосовуються для обробки країв виробів: низ рукавів, низ виробів, тобто якщо потрібно обробити край виробу, то можна вибрати один із запропонованих варіантів швів. Можна самостійно придумати інші крайові шви.
Шви в подгибку
Застосовується в основному для легких тканин (у важких цей шов може продавлюватися з лицьового боку), або при відсутності оверлока. Таким швом зріз добре захищений від осипання тканини. Застосовують для обробки низу спідниць, брюк, сорочок, кардиганів, жакетів, курток і т.д.
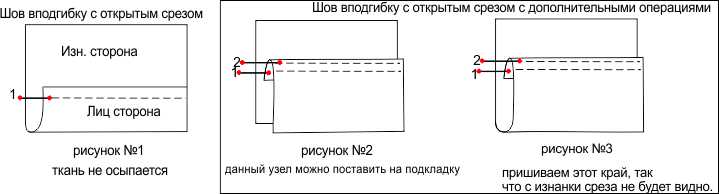
Шов в подгибку з відкритим зрізом (малюнок №1).
Такий шов можна використовувати коли тканина абсолютно не обсипається.
Додаткові пояснення, якщо тканина обсипається:
Такий шов можна використовувати з додатковими операціями: якщо наш виконаний шов вподгібку (строчка1 на малюнках), далі кладемо зверху на іншу тканину і пришиваємо цей край (малюнок №2, строчка2). Часто так роблять тоді, коли виріб потім ставимо на підкладку, тоді вона повністю закриє всередині все некрасивості.
Або наприклад, такий шов можна використовувати тоді, коли вузол продуманий таким чином, що зрізів не видно з вивороту, тому що, наприклад, цей край повністю пришивається (малюнок №3).
Рядок №2 можна прокладати де завгодно, можна навіть чітко в рядок №1.
Але якщо ви прокладаєте не в рядок №1, потрібно дивитися, щоб ваш підігнутий зріз тканини захоплювала рядок №2, щоб на особа не виліз зріз припуску.
Шов в подгибку з відкритим зрізом (з обробкою зрізу оверлоком). Спочатку зріз оверлочіться з особи, потім підвертається, потім приутюживают, а потім пристрочує. Застосовується для більш важких тканин, для обробки низу спідниць, брюк, сорочок, кардиганів, жакетів і т.д. У разі частого застосування з зносом тканини зріз може посипатися (наприклад, рушник).

Варіант 1. Для обробки жакетів, піджаків.

Варіант 2. Для обробки жакетів, піджаків, курток. При прокладанні другого рядка низ краще закріплюється.

Шов вподгібку з окантування зрізом. Н. о. - нитка основи. Застосовується в разі необхідності обробки краю за відсутності оверлока. З вивороту шов буде виглядати дуже елегантно і красиво. Застосовується рідко і тільки для легких тканин. Кант викроюється під кутом 45 градусів, інакше низ не виклав.
При додаванні шару тканини під кант, до прострачіванія рядки 2, шов можна застосовувати для виробів з важких тканин. Так, наприклад, можна обробити борту в пальто.

машинні швивиконуються на швейній машині. Існує 10 основних типів швів, які застосовуються для різних цілей в шиття. У цій статті ми опишемо їх призначення і способи виконання. Потрібно зауважити, що основна відмінність машинних швів від ручних швів в тому, що машинні міцніші, швидше виконуються і є найбільш поширеними в швейному справі.
Для того, щоб навчитися виконувати рівні рядки, вам доведеться трохи попрактикуватися, бажано не на вашому першому шедеврі, а на непотрібному шматкутканини. Намалюйте олівцем рівні прямі і вигнуті лінії на клапті і намагайтеся, роблячи строчку від них не попрощатися. Трохи практики і ваша швейна машинка буде вас слухатися.
Стачной шов, як і в ручному варіанті, призначений для того, щоб з'єднувати одну частину виробу з іншого. Щоб виконати стачной шов необхідно скласти дві частини виробу лицьовими сторонами всередину. Рядок виконується з виворітного боку. Попередньо дві частини скріплюються наметочним швом, якщо це необхідно. Ширина строчки і довжина стібка залежить від типу тканини. Чим щільніше тканина, тим більше довжина стібка. Дуже тонкі тканини, наприклад шифон або крепдешин, рекомендують строчити з листом тонкого паперу, щоб уникнути розтягування тканини.
Настрочними шов можна використовувати як для з'єднання частин виробів, так і для оздоблювальних цілей.
Шаг1 Для того щоб зробити такий шов вам потрібно дві частини скласти лицьовими сторонами всередину, якщо ви хочете заховати край настрачіваем деталі, то одна частина повинна виступати по відношенню до другої частини на ширину оздоблювального шва плюс 0,7 мм.
Шаг3 Прострочуємо обробної рядком з лицьового боку на необхідну відстань від згину.
Дуже широко застосовується в шиття для прилаштовування різних накладних елементів: накладних кишень, манжет, кокеток, декоративних прикрас і т. Д. Для того щоб виконати цей шов, вам буде потрібно спочатку приметать накладної елемент, попередньо підігнувши і запрасувати його краю, потім зробити рядок з лицьового боку. Пам'ятайте що це особа вироби, тому рядок повинна бути дуже акуратним.
Расстрочной шов можна застосовувати, як один із способів декорування одягу. Для цього необхідно зшити деталі звичайним стачной швом, потім розгладити праскою краю шва в різні боки від шва і зробити декоративні строчки по обидва боки стачного шва.
Цей шов добре виглядає і дуже практичний у використанні, тому часто застосовується в дитячому одязі, постільній білизні. Щоб зробити цей шов, потрібно скласти дві частини виворітними сторонами всередину і прострочити на відстані 0,5 см від країв деталей, потім вивернути деталі лицьовою стороною всередину і загнути їх по шву, зробити рядок, відступаючи від загнутого шва 0,7 см.
Часто білизняний шов застосовують при пошитті білизни та одягу без підкладки. Білизняний шов виконується в такий спосіб. Дві деталі змітати таким чином, щоб нижня деталь виступала на 0,5 см. Сострочіть деталі видалити намітку, а потім загладити шви, обвернув великим краєм менший. Зробити акуратну строчку на відстані 0,2 см від краю згину.
Обтачних шов часто застосовують для обробки країв обтачних бейки, комірів, бортів, накладних елементів, обтачних петель. Щоб зробити обтачних шов вам знадобитися з'єднати дві деталі лицьовими сторонами всередину, прострочити на відстані 0,5 см від краю вироби. Потім вивернути наявності, загнути виріб, щоб вийшла окантовка шириною від 0,2 до 0,6 см і закріпити вручну потайним швом або прострочити оздоблювальним швом.
Шов в подгибку можна використовувати для того, щоб зробити край вироби красивим і запобігти осипання тканини. Вам буде потрібно спочатку підрівняти край вироби, а потім просто загнути тканину на 0,5 см і прострочити, відступивши від краю на 0,3 см. Можна також сховати зріз тканини всередину шва. Для цього підверніть тканину на 0,5 см, а потім ще раз на потрібну вам ширину, так щоб зріз виявився всередині шва, і прострочіть.
9. Вузький шов
Як і в ручному варіанті застосовується для обробки воланів, оборок, розкльошені спідниць і т. Д. Загніть край вашого вироби на 0,5 см, і прострочіть на відстані 0,2 см від загину, зрізати зайву тканину до самої строчки. Зрізайте акуратно, щоб не пошкодити рядок. Потім знову загнути край на виворітну сторону і знову прострочити від краю на відстані 0,2 см.
Оздоблювальні строчки дуже часто використовуються для декорування виробів. Виконувати їх потрібно з лицьового боку виробу. Багато швейні машини мають різні види декоративних оздоблювальних строчок. Ви можете крім виду рядки, також змінювати довжину і ширину стібка. Перш ніж використовувати декоративну оздоблювальну строчку, перевірте її на окремому шматку вашого матеріалу, чи підійде вона вам.
Освоївши вище перераховані види швів, ви зможете виконувати різні за складністю швейні роботи.
крайові шви
Крайові шви застосовують при обробці комірів, горловини, бортів, пройм з метою запобігання їх зрізів від осипання і для обробки. До крайовим швах відносяться шви обтачних, в подгибку і окантовочні (рис. 1.92).
Обтачних шви застосовують при обробці країв бортів, комірів, клапанів, кишень, хлястиків, манжет, низу рукавів і т.д. При обробці деталей після з'єднання, т. Е. Після сточування, слід операція викручування. У цих випадках операцію по з'єднанню двох деталей з розташуванням швів по краю прийнято називати «обточування краю деталі».
Для виконання обточування дві деталі складають лицьовими сторонами всередину, зрізи зрівнюють і з'єднують машинною строчкою на відстані 0,5 ... 0,7 см від краю (рис. 1.93, а).Потім деталі вивертають на лицьову сторону, виправляють або виметивают, утворюючи з однієї деталі кант шириною 0,1 ... 0,3 см I(Рис. 1.93, б, 1.94) або рамку шириною 0,4 ... 0,6 см (рис. 1.95, 1.96) або розташовуючи шов точно на згині (рис. 1.97, а, б).При виготовленні суконь шов обточування закріплюють машинною строчкою. Для цього після обточування шов відгинають на сторону тієї деталі, яка в готовому виробі буде розташовуватися всередині. Так, при обтачивании бортів шов відгинають в бік подборта, при обтачивании коміра - в сторону нижнього коміра, при обтачивании горловини і низу рукавів - в сторону обтачки. Відігнутий шов настрачівают на відстані 0,1 ... 0,2 см від шва обточування по подборту, нижньому коміра, обтачке і т.п. (Рис. 1.97, в).
Мал. 1.92. Види крайових швів
У деяких випадках шов закріплюють обробної рядком (рис. 1.98).
Обтачних шви можуть бути зі складною і простий рамкою.
Обтачних шов зі складною рамкою (див. Рис. 1.95, 1.96) застосовують при обробці кишень. Для виконання такого шва на лицьову сторону основної деталі накладають обтачку лицьовою стороною вниз, зрізи обтачки зрівнюють з наміченою лінією кишені і притачивают. Ширина шва 0,4 ... 0,6 см.
Шов розкладають на дві сторони або разутюжіваем, зріз шва обточування основної деталі огинають обтачкой, утворюючи рамку, і закріплюють її рядком в шов приточування обтачки (див. Рис. 1.95), або обробної рядком по основній деталі (див. Рис. 1.95, б) або з внутрішньої сторони, або шляхом настрачіванія зрізу шва на обтачку, відгинаючи основну деталь. Ширина рамки 0,4 ... 0,6 (див. Рис. 1.96).

Мал. 1.93. Обтачних шов з утворенням канта з нижньої деталі:
а- з'єднання деталей (прітачіванія обтачкі); б -освіту канта

Мал. 1.94. Обтачних шов з утворенням канта з верхньої деталі

Мал. 1.95. Обтачних шов зі складною рамкою з закріпленням шва з лицьового боку:
а -з'єднання деталей; б- освіту рамки і закріплення її обробної рядком

Мал. 1.96. Обтачних шов зі складною рамкою з закріпленням внутрішнього зрізу шва:
а- з'єднання деталей; б- закріплення рамки шляхом настрачіванія шва з'єднання на нижню деталь

Мал. 1.97. Обтачних шов з розташуванням шва на згині: а -з'єднання деталей; б- розташування шва і обтачкі після викручування; в- закріплення шва настрачіванія його на нижню деталь
При наявності спеціального пристосування для обточування ці шви можуть бути виконані з одночасним втачіванія канта або оздоблювальної смужки.
Обтачних шов в просту рамку можна виконати і одним рядком (рис. 1.99). Для цього деталь, призначену для обточування (обтачку), перегинають на виворіт на 1 ... 1,5 см або складають навпіл, накладають на лицьову сторону основної деталі по наміченої лінії, розташовуючи згин в напрямку від зрізу основної деталі, і пришивають на відстані від згину, передбаченому моделлю, після чого зрізи обтачки відгинають в бік вивороту основної деталі. Такий спосіб застосовують при обробці обтачних петель і кишень.

Мал. 1.98. Обтачних шов з оздоблювальної рядком

Мал. 1.99. Обтачних шов з обтачкой, складеної вдвічі (проста рамка)
Шов в подгибку буває з відкритим і закритим зрізом. Шов в подгибку з відкритим зрізом (рис. 1.100) застосовують при обробці внутрішніх країв подбортов, обтачек горловини, пройми, низу виробу і рукавів, а також країв оздоблювальних деталей в сукнях (воланів, оборок, рюшів). Зріз деталі підгинають на виворіт на 0,5 ... 0,7 см, закріплюють строчкою на відстані 0,1 ... 0,3 см від згину на сточувальна машині або на відстані 0,2 ... 0,4 см на спеціальній машині.

Мал. 1.100. Шов в подгибку
При застрачіваніі зрізів оборок, воланів, рюшів, комірів та інших деталей на спеціальній машині ширина шва повинна бути 0,2 ... 0,7 см. При обробці країв коміра, бортів і низу у виробах з дубльованих матеріалів ширина шва залежить від моделі ( рис. 1.101). При обробці низу вироби та низу рукавів в легкому одязі обрізні зрізи попередньо обметують на спеціальній машині (рис. 1.102).
Низ виробів і низ рукавів може бути підшитий на машині потайного стібка з попередніми обметуванням зрізів або з підгинанням краю обріза всередину (рис. 1.103).

Мал. 1.101. Шов в подгибку в верхньому одязіз дубльованих матеріалів:
а- вид з лицьової сторони; б- вид з вивороту

Мал. 1.102. Шов в подгибку з обмітали зрізом
Шов в подгибку із закритим зрізом (рис. 1.104) застосовують для обробки низу платтів, блузок, сорочок і рукавів у виробах з шовкових і бавовняних тканин. Зріз деталі перегинають на виворіт спочатку на 0,7 ... 1 см, потім на величину, передбачену моделлю, і застрочують на сточувальна машині на відстані 0,1 ... 0,2 см від краю підгину або підшивають на машині потайного стібка або на машині з зигзагоподібної рядком (рис. 1.105). Низ суконь з тонких тканин при відсутності спеціального пристосування обробляють вузьким швом двома рядками (рис. 1.106). Шов в подгибку може бути виконаний з окантувати зрізом (рис. 1.107).

Мал. 1.103. Шов в подгибку, виконаний на машині потайного стібка:
а - з попередніми обметуванням зрізу; б- з підгинанням краю обріза

Мал. 1.104. Шов в подгибку із закритим зрізом:
а- вид з лицьової сторони; б- вид з вивороту

Мал. 1.105. Шов в подгибку із закритим зрізом, виконаний на машині з зигзагоподібної рядком
Окантовочні шви розрізняють трьох видів: з відкритим зрізом, з закритими зрізами і окантовані тасьмою.
Окантовочний шов з відкритим зрізом (рис. 1.108) застосовують для обробки зрізів основних деталей і запобігання їх від осипання, наприклад низу спідниць і брюк, і з обмітали зрізом, наприклад при обробці внутрішніх країв обтачек горловини і пройм, внутрішніх країв накладних кишень, подбортов і т.п. (Рис. 1.109).
На лицьову сторону основної деталі накладають лицьовою стороною вниз обтачку або смужку тканини шириною 2 ... 2,5 см, викроєні по поперечному або косому напрямку часткової нитки тканини, для окантовування. Зрізи зрівнюють і прокладають рядок на відстані 0,3 ... 0,4 см від краю. Потім зрізи шва огинають смужкою тканини, утворюючи кант, по ширині рівний шву обточування. Кант закріплюють машинною строчкою по основній деталі або по смужці (обтачке) на відстані 0,1 см від шва з'єднання.

Мал. 1.106. Шов в подгибку з подвійною застрочкой

Мал. 1.107. Шов в подгибку з окантувати зрізом:
а- вид з лицьової сторони; б- вид з вивороту

Мал. 1.108. Окантовочний шов з відкритим зрізом:
а- прітачіванія обробної смужки; б- закріплення шва рядком по основній деталі
Окантовочний шов із закритими зрізами виконують на машині зі спеціальним пристосуванням (рис. 1.110), яке дозволяє обігнути зріз деталі смужкою тканини з підгинанням її обрізних зрізів всередину. Шов виконують одним рядком. При відсутності пристосування шов виконують двома рядками (рис. 1.111). Смужку для окантовування притачивают, розташовуючи її з вивороту основної деталі лицьовою стороною вниз, зрівнюючи зрізи. Прітачать смужку відкручують на лицьову сторону деталі смужкою огинають шов. Зріз смужки подгибают всередину так, щоб підігнутий край перекривав рядок прітачіванія смужки, і настрачівают на відстані 0,1 см від підігнути краю смужки.
При обробці прямих зрізів деталей окантовочний шов із закритими зрізами іноді виконують одним рядком на машині без пристосування, але з попередніми Заутюжіваніе зрізів смужки (рис. 1.112). Смужка тканини для окантовування повинна бути шириною 2 ... 2,5 см (дорівнює ширині шва, помноженої на 4, плюс 0,2 см). Часткові зрізи перегинають в сторону вивороту на0,5 см і запрасовують, потім смужку перегинають по довжині так, щоб нижній заутюженнимі край виходив щодо верхнього на 0,1 ... 0,2 см, і проутюживают. Всередину заутюженнимі смужки вкладають зріз деталі так, щоб менший заутюженнимі край смужки знаходився зверху, і прокладають рядок з лицьового боку по смужці на відстані 0,1 см від підігнути краю.

Мал. 1.109. Окантовочний шов з обмітали зрізом

Мал. 1.110. Окантовочвочний шов із закритим з різом шов із закритими зрізами, що виконується на машині зі спеціальним пристосуванням одним рядком

Мал. 1.111. Окантовочний шов із закритими зрізами, що виконується на машині без пристосування (двома рядками):
а -прітачіванія смужки; б -закріплення канта

Мал. 1.112. Окантовочний шов із закритими зрізами, виконаний на машині без пристосування, з попередніми Заутюжіваніе смужки для окантовки:
а- Заутюжіваніе країв смужки для окантовування краю; б -закріплення смужки по краю деталі

Мал. 1.113. Окантовочний шов із закритими зрізами смужкою, складеної вдвічі:
а- прітачіванія смужки, розташованої з лицьового боку основної деталі; б- закріплення нижнього краю смужки
Окантовочний шов із закритим зрізом може бути оброблений складеної вдвічі смужкою (рис. 1.113). Такий шов застосовують для обробки горловини, пройм і в якості обробки. Смужку тканини для окантовування шириною 3,5 ... 4 см (ширина смужки дорівнює ширині окантовочного шва в готовому вигляді, помноженої на 6, плюс 0,5 ... 0,7 см) складають виворотом усередину, проутюживают, накладають на лицьову сторону основної деталі, вирівнюючи зрізи, і пришивають на відстані 0,3 ... 0,5 см від зрізів в залежності від ширини канта.
Прітачать смужкою огинають зрізи шва для освіти канта, який по ширині дорівнює шву приточування смужки. Кант закріплюють з лицьового боку рядком близько шва приточування смужки або по смужці.
При обробці країв деталей Бейко смужку для окантовки притачивают, розташовуючи її з вивороту основної деталі (рис. 1.114).
При виготовленні суконь за індивідуальними замовленнями іноді застосовують окантовку спеціальної тасьмою (рис. 1.115). Наприклад, при обробці зрізів швів у виробах з вовняних тканин тасьму складають вздовж по довжині так, щоб її нижній край виходив щодо верхнього на 0,1 ... 0,2 см, і проутюживают. Всередину підготовленої тасьми вкладають зріз деталі і прокладають рядок по верхньому краю тасьми на відстані 0,1 см від краю, при цьому другий край тасьми повинен обов'язково потрапляти під рядок.

Мал. 1.114. Обробка країв деталі вдвічі складеної Бейко:
а- розташування бейки з вивороту при Прітачіванія її до основної деталі; б- закріплення бейки з лицьового боку деталі

Мал. 1.115. Окантовування спеціальної тасьмою
шов вподгібку
Шов вподгібку буває з відкритим і закритим зрізом.
Шов вподгібку з відкритим зрізом (рис. 62, а) застосовують при обробці внутрішніх країв подбортов, обтачек горловини, пройми, низу виробу і рукавів, а також країв оздоблювальних деталей в сукнях, блузах (волани, оборки, рюші). Зріз деталі підгинають на виворітну сторону на 5.. .7 мм, закріплюють строчкою на відстані 1.. .3 мм від згину на сточувальна машині або на відстані 2.. .4 мм від згину на спеціальній машині.
При обробці країв коміра, бортів і низу у виробах з дубльованих тканин ширина шва залежить від моделі. При обробці низу вироби та низу рукавів в легкому одязі обрізні зрізи попередньо обметують на спеціальній машині (рис. 62, б).
Низ виробів з несипучих тканин і низ рукавів підшивають на спеціальній машині потайного стібка з попередніми обметуванням зрізу (1) або без (2) цієї операції (рис. 62, в).
Шов вподгібку з закритим зрізом (рис. 62, г) застосовують для обробки низу платтів, блузок, сорочок і рукавів у виробах з шовкових і бавовняних тканин. Зріз деталі перегинають на виворітну сторону на 7.. .10 мм, потім перегинають вдруге на величину, передбачену моделлю, і застрочують на сточувальна машині на відстані 1 .. .2 мм від краю підгину або підшивають на спеціальній машині потайного стібка або на машині з зигзагоподібної рядком (рис. 62, д). Низ блузок і суконь з тонких тканин при відсутності спеціального пристосування обробляють вузьким швом двома рядками (рис. 62, е). Шов вподгібку може бути виконаний з окантувати зрізом (рис. 62, ж).
Технічні вимоги до. Виконання шва елодсі-БКУ наведені в таблиці 12.
Окантовочні шви можуть бути трьох видів: з відкритим зрізом, з закритими зрізами і окантовані тасьмою.
11. Технічні вимоги до виконання обтачних шва (ОСТ 17-835-80)
|
Група швейних виробів |
Основні технологічні Операції |
параметри шва, мм |
|
Пальто, костюми Плаття |
Обточування комірів, манжет, бортів, клапанів, хлястиків, поясів, низу рукавів і ін. те ж |
3. . .7 5. . .7 |
12. Технічні вимоги до виконання шва вподгібку (ОСТ 17-835-80)


Окантовочні шви застосовують для обробки зрізів деталей і запобігання їх від осипання.
Окантовочний шов з відкритим зрізом (рис. 63, а) використовують при обробці, наприклад, низу спідниць і брюк, а шов з обмітали зрізом (рис. 63, б) - при виготовленні суконь для обробки горловини, пройм, країв накладних кишень і ТГ п.
На лицьову сторону основної деталі накладають лицьовою стороною вниз смужку тканини шириною 20.. .25 мм, викроєні по поперечному або косому напрямку часткової нитки тканини. Зрізи зрівнюють і прокладають рядок на відстані 3.. .4 мм від краю. Потім зрізи шва огинають смужкою тканини, утворюючи кант * по ширині рівний шву обточування. Кант закріплюють машинною строчкою в шов приточування смужки або на відстані I мм від нього.
Окантовочний шов із закритим зрізом (рис. 63, в) виконують на машині зі спеціальним пристосуванням, яке дозволяє міцно обігнути деталі оброблюваної смужкою з підгинанням обрізних зрізів смужки всередину. Шов виконують одним рядком. При відсутності пристосування шов виконують двома рядками (рис. 63, г). Смужку для окантовування накладають на виворітну сторону основної деталі лицьовою стороною; зрізи зрівнюють і притачивают. Притачной смужку відкручують на лицьову
сторону деталі, смужкою огинають шов. Зріз смужки подгибают всередину так, щоб підігнутий край перекривав рядок прітачіванія смужки, і настрачівают на відстані 1 мм від підігнути краю смужки.
- Твір дикої і Кабаниха схожість і відмінність Думка про Кабанова членів її сім'ї
- Твори за творчістю Горького
- Дикої й Кабаниха (за п'єсою А
- А.Н. Островський "Гроза": опис, герої, аналіз твору. Історія створення і сюжет драми «Гроза Сценічна історія грози
- Олександр Грибоєдов, комедія «Лихо з розуму Горе про розуму 4 дію
- Римський-Корсаков, микола андреевич Коротка біографія Римського-Корсакова: останні роки
- Ті, що говорять прізвища в творчості А